

科海思助力湖北化肥厂,废水除氨氮与资源回收双效并举




独家抢先看
导语:随着农业现代化进程加速,化肥厂已成为农业生产的重要支撑。然而,其合成氨、尿素等生产环节产生的高氨氮废水对环境构成潜在威胁。为响应国家环保政策,实现绿色发展,科海思(北京)科技有限公司以深厚的环保技术积累和创新实践,为湖北某化肥厂量身打造了一套高效、经济且环境友好的废水除氨氮解决方案,成功实现了氨氮的深度去除、资源化回收以及废水达标排放,为工业废水治理提供借鉴。
化肥厂废水,特别是来自合成氨和尿素生产线的部分,通常含有高浓度氨氮。此类废水若未经妥善处理直接排入环境,不仅会导致水体中藻类过度生长、破坏生态平衡,氨氮还会释放至大气中加剧酸雨现象,同时对土壤和农作物产生负面影响,危害人类健康。因此,寻求高效、可持续的氨氮处理技术成为化肥厂环保治理的关键。
科海思,作为环保领域综合解决方案提供商,专注于为企业解决环保治理中的高成本、低效率、稳定性差等问题,实现废弃物资源化再利用。针对针对化肥厂氨氮废水,科海思凭借其专业技术与丰富经验,选择了离子交换法作为核心处理工艺,因其对氨氮具有高效去除能力、经济价值明显且环境友好,特别适合处理氨氮浓度高而有机物浓度低的废水。
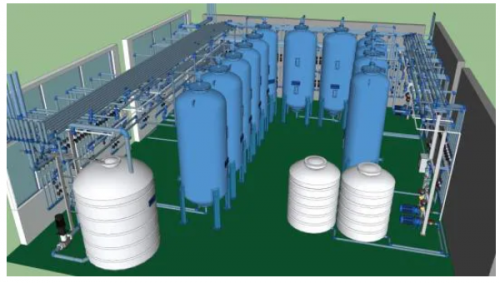
在湖北某化肥厂项目中,处理水量为200吨/小时,进水氨氮浓度为380ppm,而排放要求做到5ppm以内。科海思针对湖北化肥厂废水特点,并充分考虑了生产连续性与设备维护需求,构建了一套包括石英砂过滤、活性炭过滤、保安过滤和除氨氮树脂离子交换在内的多级处理工艺,并配置2用1备,确保废水处理系统的连续稳定运行。

资料图
具体说来,科海思氨氮废水处理工艺具有以下优势:
选择性高:科海思氨氮废水处理工艺能够高效去除氨氮,确保出水氨氮浓度低于0.1ppm,优于常规排放标准。
稳定性好:在正常运行周期内,水质保持平稳,无明显波动,确保持续合规排放。
可控性强:科海思氨氮废水处理工艺能够根据废水特性与处理目标灵活调整运行参数,确保处理效果稳定且符合国家规定的排放标准。
经济价值高:科海思氨氮废水处理工艺能够通过再生洗脱过程,将氨氮转化为高浓度铵盐溶液,具有显著的经济价值。
空间节约:工艺设备紧凑,布局灵活,能够显著节省用地成本。以处理能力为100方每小时、一用一备的离子交换系统为例,占地面积仅约50-60平方米,显著降低土地使用成本。
科海思与湖北化肥厂的成功合作,不仅成功解决了氨氮废水处理难题,更实现了废水中有价资源的高效回收,为化肥厂创造了显著的经济效益,生动诠释了“环保治理价值化”的理念。这一案例不仅展示了科海思在环保技术领域的专业实力与创新精神,更为化肥行业乃至更广泛的工业废水处理领域提供了绿色解决方案的示范,有力推动了我国环保产业的高质量发展与生态文明建设。
免责声明:本文为企业宣传商业资讯,仅供用户参考,如用户将之作为消费行为参考,凤凰网敬告用户需审慎决定。



